Isi
- Bahasa Teknik Mesin
- Basic Die Design dan Build Terminology
- Stamping Press
- Tekan Stroke
- Ukuran Die
- Pengecoran
- Detail Die
- Penggilingan dan Pemesinan
- Desain Inti
- Gambar Kosong
- Potong Die
- Potong Baja
- Peralatan Pierce
- Die Cam
- pertanyaan
Jason Marovich bekerja sebagai juru gambar dan operator CAD dari tahun 1990 - 2005 di bidang teknik otomotif.

Bahasa Teknik Mesin
Ada semacam bahasa semu yang dikembangkan di industri stempel logam. Bagi orang awam yang belum tercerahkan bagaimana bagian lembaran logam dibuat, mendengarkan seseorang membicarakannya bisa seperti mendengarkan seseorang berbicara bahasa asing.
Panduan ini ditulis untuk membantu mereka yang ingin mengetahui apa yang dibicarakan oleh para insinyur dan pekerja pabrik ketika mereka membahas pencetakan lembaran logam dan mesin yang melakukan proses pencetakan, pembentukan, pemangkasan, flanging, penindikan, dan pemasangan kembali lembaran logam.
Teknik die adalah salah satu kerajinan yang membutuhkan waktu bertahun-tahun untuk dipahami sepenuhnya. Setidaknya pengetahuan kasar tentang metalurgi, sistem tekanan, pemesinan baja, dan pengecoran besi adalah semua perkakas yang dimiliki oleh perancang dan pembangun cetakan.
Teknologi komputer telah memberi orang awam cara untuk melihat model tiga dimensi dari mesin cetak dan cetakan. Program desain virtual ini sangat penting dalam memungkinkan orang lain mengikuti dadu melalui berbagai fase desain dan pembuatannya. Tetapi, jika Anda tidak tahu komponen apa yang Anda lihat atau tujuan mereka, Anda akan kesulitan mengikuti penjelasan siapa pun tentang mesin tersebut, hanya karena begitu banyak nama dan kata yang digunakan dalam teknik mesin tidak diketahui oleh orang yang tidak memiliki pengalaman lama dalam industri stempel logam.
Untuk pengenalan yang lebih mendasar tentang stempel lembaran logam di industri otomotif, silakan baca "Stamping Dies: Penjelasan Dasar Metal Stamping Dies. "Panduan itu dirancang untuk membantu orang memahami konsep paling dasar tentang bagaimana suku cadang mobil yang terbuat dari lembaran logam beralih dari konsep ke produksi dan bertindak sebagai petunjuk pendidikan untuk artikel ini.
Basic Die Design dan Build Terminology
Istilah-istilah berikut ini menurut urutan kegunaannya; mereka diperintahkan untuk membantu seseorang yang tidak terbiasa dengan jenis cetakan mekanis dan aplikasinya sebagai alat untuk membuat bagian logam yang dicap.
Stamping Press
Ini adalah mesin yang dipasangkan dengan set cetakan yang sudah jadi. Bagian bawah pers, atau alas, tidak bergerak. Ram atas bergerak naik dan turun, dan memberikan tekanan yang diperlukan untuk membentuk atau menahan tempat logam ke bagian bawah cetakan, yang dipasang ke alas stasioner. Anggota die atas dipasang ke ram, sehingga berjalan naik dan turun dengannya.
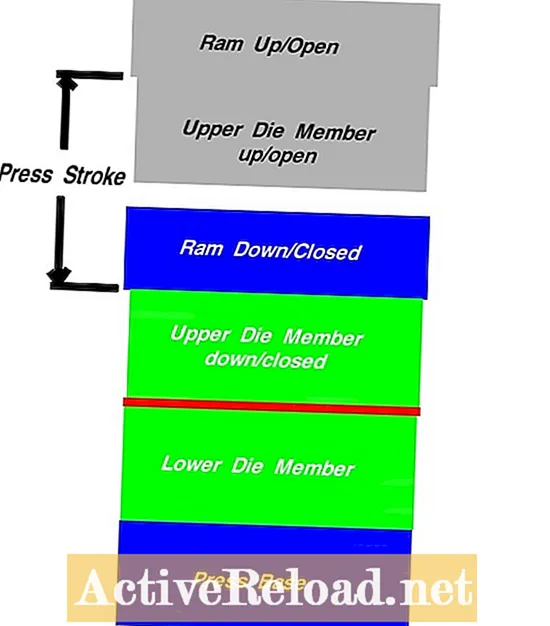
Tekan Stroke
Ram dari pers bergerak ke bawah sampai bagian cetakan atas ditutup pada bagian cetakan yang lebih rendah. Domba jantan itu kemudian kembali ke atas, membuka dadu dan membiarkan bagian yang sudah jadi dilepas. Kosong baru kemudian ditempatkan ke dadu. Setiap siklus naik dan turun diselesaikan dengan spesifikasi yang sama tergantung pada jenis pers. Jarak tempuh ram naik atau turun adalah langkah tekan.
Tekanan yang lebih besar biasanya memiliki jarak tekan yang lebih besar. Faktor penting lainnya dari gerakan tekan adalah gerakan per menit. Mesin cetak yang berbeda memiliki variasi kecepatan yang berbeda, dan dua faktor, jarak langkah tekan dan gerakan tekan per menit, dipertimbangkan dengan hati-hati sebelum insinyur cetakan mulai mengerjakan cetakan yang akan dipasang ke kereta pers dan ram.
Ukuran Die
Dimensi ini umumnya mengacu pada pelat atas dan bawah — sisa komponen cetakan dipasang ke. Ini adalah set die yang terbuat dari baja atau sepatu besi cor. Besi lebih murah daripada baja jadi, jika cetakan besar diperlukan, kemungkinan besar itu akan dibuat dari besi. Set die yang lebih kecil terbuat dari baja dan sering dijual sebagai set die lengkap dengan pin pemandu dan slot atau lubang pemasangan yang disediakan. Dimensi die mencakup ukuran die keseluruhan (o.a.) dan ukuran die set. Jika sepatu besi atas memiliki tebal 50 mm dan panjang 1200 mm dan panjang 800 mm, dimensinya akan terlihat seperti ini: 50 x 1200 x 800. Cetakan cetakan dapat dengan mudah dirancang untuk berbagai ukuran sedangkan set cetakan baja dijual dalam berbagai ukuran, dengan memilih benar terkadang bisa menjadi tantangan.
Pengecoran
Ketika keputusan telah dibuat untuk merancang cetakan dari besi, bagian dari cetakan disebut coran. Ini tidak termasuk item standar seperti die punch atau safety block, yang biasanya terbuat dari baja. Besi tuang adalah logam belum jadi yang dapat dikerjakan di berbagai lokasi yang membutuhkan permukaan bersih (yaitu permukaan pemasangan).
Merancang pengecoran membutuhkan insinyur untuk memperhitungkan berat, kekuatan dinding, ukuran inti, dan biaya. Setelah desain casting disetujui, itu ditarik, atau dipisahkan, dari desain keseluruhan dan diberi file komputernya sendiri. File ini dikirim ke pengecoran tempat besi dituangkan sesuai spesifikasi yang diberikan kepada mereka oleh sumber desain. Saat setrika mendingin, hasil rancangan kasar dari desain tiga dimensi siap untuk dikerjakan lebih lanjut oleh masinis.
Detail Die
Ini biasanya adalah pengecoran yang ditarik dari keseluruhan desain, seperti dijelaskan di atas. Tapi, mereka bisa memasukkan komponen baja. Kapan pun gambar atau model 3D akan membantu pembangun melihat, atau memahami, desain dengan lebih baik, perusahaan bangunan mungkin meminta lapisan atau file terpisah yang memungkinkan mereka melihat komponen cetakan utama secara terpisah. Sebuah die pad atas, misalnya, akan dicetak dan dikerjakan dari material (file, cetak biru) yang menunjukkannya tidak hanya seperti yang diatur dalam die, tetapi juga secara terpisah.
Penggilingan dan Pemesinan
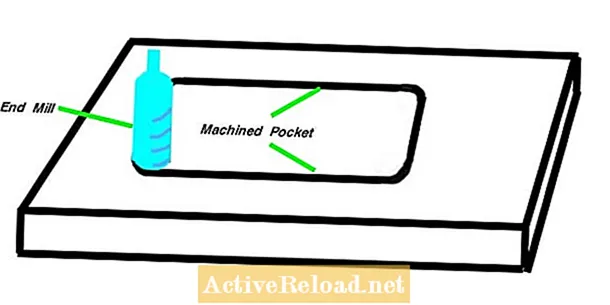
Tindakan menyelesaikan permukaan disebut pemesinan. Ini sering dilakukan dengan pemotong logam yang berputar, yang disebut penggilingan. Pabrik dapat digunakan untuk memotong kantong menjadi besi atau baja, membuat permukaan jadi dengan spesifikasi yang ketat, dan mengikuti jalur yang diprogram ke dalam komputernya yang memungkinkan mereka untuk mengerjakan permukaan besar selama berjam-jam tanpa henti.
Pada gambar di atas, perhatikan sudut bulat kantung yang sedang dikerjakan. Kecuali jika ada jalan keluar — cara agar jalur pemotong tidak terhalang saat dilepas atau dipindahkan ke operasi berikutnya — sudut akan dibulatkan ke radius yang sama dengan pemotong. Alat-alat ini tidak dapat membuat sudut persegi, tetapi ada alat pembakaran kawat dan opsi lain untuk melakukannya.
Desain Inti
Ini mengacu pada praktik yang digunakan para insinyur desain untuk meringankan logam. Artinya, sebongkah besi yang kokoh dapat diberi inti (diringankan dengan membuang sebagian besi), selama tidak mengganggu kekuatan besi di dalam cetakan. Dua manfaat merancang cetakan dengan rencana inti cerdas (berkali-kali untuk standar coring yang disediakan oleh entitas yang meminta suku cadang) adalah efisiensi biaya besi dan sensibilitas bobot cetakan.
Gambar Kosong
Ini adalah operasi yang dilakukan oleh draw dies. Dadu-dadu ini biasanya dadu pertama atau dadu kedua dalam daftar dadu mana pun. Lembaran logam kosong yang tidak berbentuk dimasukkan ke dalam cetakan dan dibentuk sesuai spesifikasi yang diberikan dalam file data bagian. Draw dies menggunakan tekanan untuk membentuk logam. Bantalan bawah mengambang, yang didukung oleh sistem tekanan di bawahnya, merupakan bagian integral dari draw die.Bantalan ini dapat digunakan untuk membentuk logam pada pukulan atas atau dapat digunakan sebagai 'cincin' untuk memegang logam saat pukulan turun dan membentuknya.
Potong Die
Jenis cetakan ini dirancang dengan fokus pada pemangkasan logam yang tidak diinginkan dari suatu bagian. Trim dies dapat diterapkan untuk memangkas lubang besar, seperti bukaan jendela. Pemangkasan ke garis trim akhir kadang-kadang dilakukan dengan lebih dari satu trim mati dalam barisan. Desainer akan melakukan yang terbaik untuk menyelesaikan semua operasi pemangkasan besar dalam satu cetakan, tetapi terkadang hal itu tidak mungkin dilakukan.
Ada tiga jenis trim dasar:
- Pemangkasan Kasar: Memotong material untuk mendapatkan efisiensi atau akses pada operasi berikutnya, trim akhir.
- Pemangkasan Akhir: Ini adalah operasi di mana bagian dipangkas menjadi bentuk akhirnya.
- Pemangkasan Interior: Biasanya lebih terlibat dan membutuhkan rencana tata letak baja trim, ini adalah tindakan memotong bukaan yang terletak di dalam garis trim akhir.
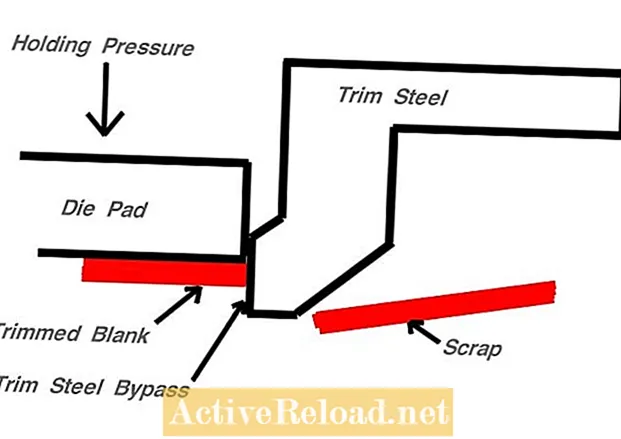
Potong Baja
Komponen baja yang dapat diatur ini memiliki permukaan pemasangan dan bilah trim. Pisau yang dipasang pada cetakan atas atau bubungan bertindak seperti bagian atas gunting. Ketika mereka diturunkan di atas logam, mereka bertemu dengan baja yang lebih rendah yang berfungsi sebagai rahang bawah dari gunting. Baja dimasukkan sedikit ke dalam logam, cukup untuk melewati ketebalan logamnya. Lembaran logam yang jatuh dari garis trim setelah pemangkasan disebut skrap.
Peralatan Pierce
Ketika bukaan yang lebih kecil, seperti lubang bundar atau persegi, diperlukan di panel, die punch digunakan (dipasang di penahan die, yang, pada gilirannya, dipasang ke permukaan die penutup). Pukulan baja yang diperkeras ini dapat diasah sehingga satu pukulan dapat bertahan dari seluruh prosedur pengepakan, terkadang puluhan ribu pukulan. Peralatan penusuk biasanya mengacu pada pukulan jantan, tombol mati betina, dan pengikut pemasangan.
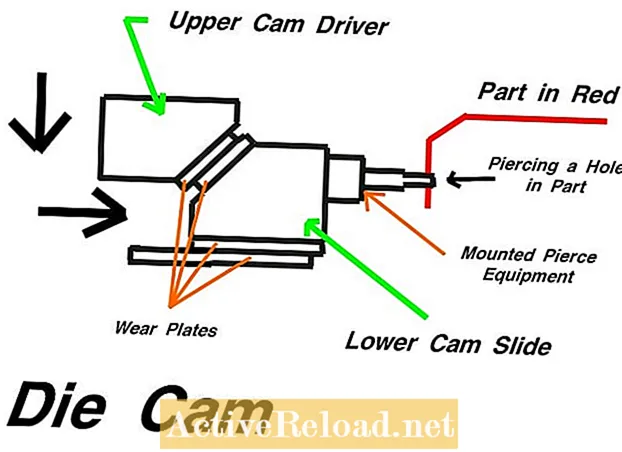
Die Cam
Ini adalah perangkat mekanis (lihat diagram di bawah ini) yang memungkinkan operasi cetakan dilakukan dengan cara selain lurus ke atas dan ke bawah. Permukaan bersudut dapat dikerjakan ke permukaan dadu untuk mengakomodasi slide bubungan, separuh bubungan yang benar-benar dapat bergerak dengan cara yang lebih horizontal. Permukaan sudut pengemudi bubungan menutup permukaan sudut luncuran bubungan, menyebabkan bagian bawah bergeser ke arah tertentu. Pukulan, misalnya, yang dipasang di bagian depan slide cam dapat ditekan ke depan oleh pengemudi cam sehingga membuat lubang secara horizontal ke lembaran logam.
Jelas, karena mereka yang memiliki minat dalam desain cetakan mempelajari proses cetakan yang lebih maju, mereka akan dihadapkan pada terminologi yang lebih dan lebih baru. Karena pembuatan suku cadang membutuhkan begitu banyak orang dengan keahlian yang berbeda untuk terlibat, ada peluang bagi yang lebih berambisi untuk mempelajari tidak hanya kosakata di bidang mereka sendiri, tetapi juga dalam setiap proses pelengkap.
Seorang insinyur manufaktur yang berpengetahuan luas akan memahami perjalanan yang dibutuhkan lembaran logam kosong untuk sampai ke produk jadi. Mesin yang dibangun untuk memproduksi suku cadang ini menjalani proses yang sama berharganya bagi insinyur yang ingin berbicara tentang pembuatan suku cadang di semua tingkatan.
Artikel ini akurat dan benar sepanjang pengetahuan penulisnya. Konten hanya untuk tujuan informasi atau hiburan dan tidak menggantikan nasihat pribadi atau nasihat profesional dalam masalah bisnis, keuangan, hukum, atau teknis.
pertanyaan
Pertanyaan: Apa itu penjaga "Jalicoal"? Saya tidak tahu bagaimana mengejanya. Jollicko?
Menjawab: Nama perusahaannya adalah Jolico. Anda dapat menemukan dan memesan blok penjaga mereka di buku standar mereka.

